
Manufacturing industries are rapidly adopting automation and artificial intelligence to improve product quality, increase efficiency, and reduce production costs. One of the most important technologies enabling this transformation is machine vision. Machine vision systems use industrial cameras, lighting, sensors, and software algorithms to automatically inspect, measure, and analyze products during manufacturing.
These systems can detect defects, verify product assembly, read labels, and perform precise measurements at high speeds. In 2026, machine vision has become a critical component of smart factories and Industry 4.0, enabling manufacturers to achieve higher quality, faster production, and fully automated inspection processes.
What Is a Machine Vision System?
A machine vision system is a technology that allows computers to "see" and interpret images captured by cameras. These systems analyze images of products and automatically make decisions based on predefined criteria or AI models.
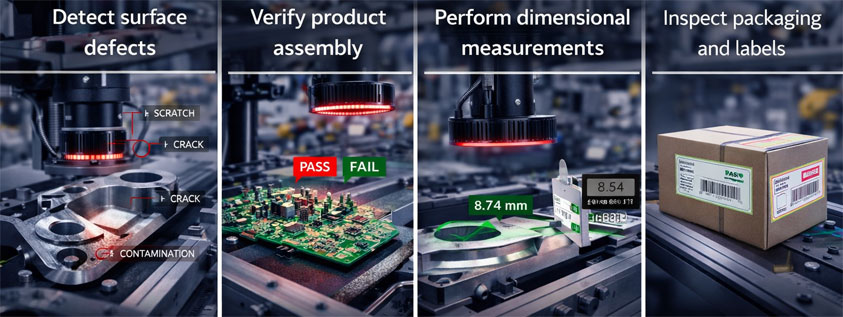
Machine vision systems are commonly used to:
- Detect surface defects
- Verify product assembly
- Perform dimensional measurements
- Read text or barcodes
- Inspect packaging and labels
Key Advantage
Unlike manual inspection, machine vision provides fast, consistent, and objective quality control.
Key Components of a Machine Vision System
A typical machine vision system consists of several integrated components:
1 Industrial Cameras
Industrial cameras capture high-resolution images of the product during manufacturing.
Common types include:
- Area Scan Cameras – capture full-frame images
- Line Scan Cameras – capture images line-by-line for continuous materials
- 3D Cameras – capture depth and surface profiles
2 Lenses and Optics
Industrial lenses focus the image onto the camera sensor.
The choice of lens depends on:
- Field of view
- Resolution requirements
- Working distance
- Inspection accuracy
Specialized lenses such as telecentric lenses are sometimes used for precision measurement applications.
3 Lighting Systems
Lighting is one of the most critical components of machine vision. Different lighting techniques highlight different types of defects.
Common lighting types:
Proper lighting ensures that defects become visible to the camera system.
4 Image Processing Software
Machine vision software processes images captured by cameras and performs analysis such as:
Modern systems often integrate AI and deep learning algorithms for improved accuracy.
5 Processing Hardware
Images are processed using industrial computers or GPU-based systems capable of handling high data volumes. These systems run the inspection algorithms and generate results in real time.
Types of Machine Vision Systems
Different types of machine vision systems are used depending on the application:
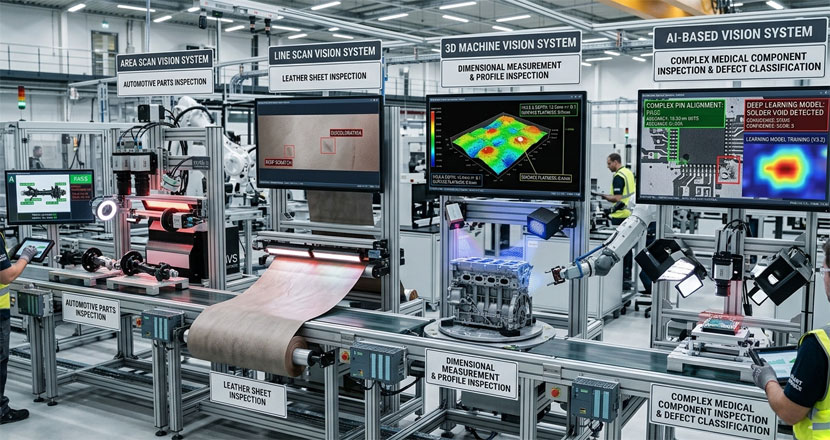
Area Scan Vision Systems
These systems capture full images of products and are suitable for inspecting individual components.
Example applications:
- Electronic components
- Automotive parts
- Packaging inspection
Line Scan Vision Systems
Line scan cameras capture images one line at a time while the product moves past the camera. This method is ideal for inspecting continuous materials such as:
3D Machine Vision Systems
3D vision systems capture the shape and depth of objects. They are used for:
- Dimensional measurement
- surface profile inspection
- robotic guidance
3D systems often use laser profile sensors or structured light technology.
AI-Based Vision Systems
Modern machine vision systems increasingly use deep learning models to detect complex defects that traditional algorithms cannot identify. AI-based systems can learn from large datasets and improve detection accuracy over time.
Applications of Machine Vision in Manufacturing
Machine vision systems are used across multiple manufacturing industries:

Surface Defect Detection
Detect scratches, cracks, dents, and contamination on product surfaces.
Dimensional Measurement
Measure holes, edges, thickness, and geometric features.
Assembly Verification
Verify that all components are assembled correctly.
OCR and Label Inspection
Read serial numbers, barcodes, and printed labels.
Packaging Inspection
Verify packaging quality and label accuracy.
Benefits of Machine Vision Systems
Improved Product Quality
Machine vision ensures consistent inspection across all production shifts.
Higher Inspection Speed
Inspection can occur at full production speed.
Reduced Labor Costs
Automation reduces the need for manual inspectors.
Higher Accuracy
Vision systems can detect micro defects that are difficult for humans to see.
Data-Driven Manufacturing
Inspection results can be stored and analyzed for process improvement.
Machine Vision and Smart Manufacturing
Machine vision systems play a major role in Industry 4.0, enabling intelligent manufacturing processes. When integrated with factory systems such as:
Machine vision enables real-time production monitoring and automated decision-making. Manufacturers can track defect trends, analyze production data, and optimize processes.
Intelgic’s Machine Vision Solutions
Intelgic develops custom machine vision inspection systems powered by AI and advanced imaging technologies.
Intelgic solutions include:
These systems are designed to handle complex manufacturing environments and challenging inspection problems.
Intelgic systems are used in applications such as:
The Future of Machine Vision in Manufacturing
Machine vision technology continues to evolve rapidly. Future advancements include:
Edge AI vision systems for faster processing
3D inspection technologies for advanced measurement
self-learning defect detection systems
integration with digital twins and predictive analytics
These innovations will enable manufacturers to move closer to fully autonomous quality inspection systems.
Machine vision systems are transforming modern manufacturing by enabling automated, accurate, and high-speed inspection processes.
By combining industrial cameras, advanced lighting, powerful software, and AI algorithms, manufacturers can detect defects early, improve product quality, and reduce operational costs.
As manufacturing continues to evolve toward smart factories and Industry 4.0, machine vision will remain a key technology driving the future of industrial automation.

