Light Color in Machine Vision System
Book a call





In machine vision, selecting the correct light color is crucial for achieving optimal imaging and inspection results. The light spectrum not only determines how well defects or features are detected but also influences the accuracy and consistency of inspections across various applications. Understanding how different colors of light interact with objects and materials is key to enhancing imaging quality and ensuring precise machine vision performance.
Different wavelengths of light (represented by colors) interact uniquely with objects based on their material properties, surface texture, and color. By choosing the appropriate light color, manufacturers can control how an object reflects or absorbs light, allowing cameras to capture more accurate images. This is especially important in identifying specific defects, detecting surface features, and ensuring the overall quality of the inspection process.
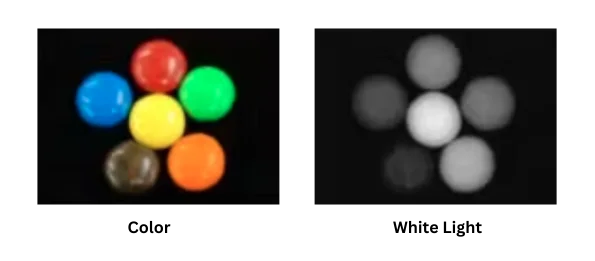
White light contains all wavelengths of the visible spectrum and is the most commonly used light color in machine vision. It is ideal for general-purpose inspections because it provides a broad range of colors, making it suitable for capturing full-spectrum images of objects. White light is versatile and can highlight a wide variety of defects, making it effective for surface inspection, assembly verification, and quality control in various industries.
Applications: General inspections, color differentiation, surface defect detection.
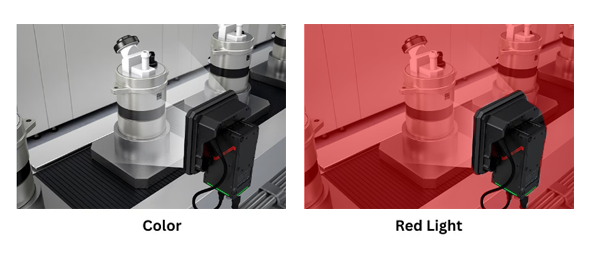
Red light has a longer wavelength, making it less prone to scattering. This property allows red light to penetrate deeper into certain materials and minimize reflections, especially on shiny or reflective surfaces. Red light is often used when inspecting materials like metals or plastics, where reflections can obscure important details.
Applications: Inspection of reflective surfaces, material penetration, edge detection.
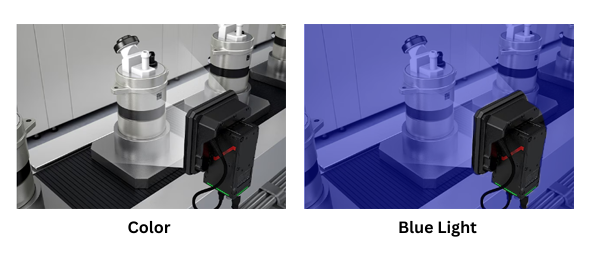
Blue light has a shorter wavelength and is excellent for detecting fine details and enhancing contrast on darker objects. It is especially useful for inspecting objects with small features or surface defects. Blue light is commonly used in precision inspection systems to identify minute imperfections that may be missed with other light colors.
Applications: Fine defect detection, precision inspections, inspection of dark or colored objects.
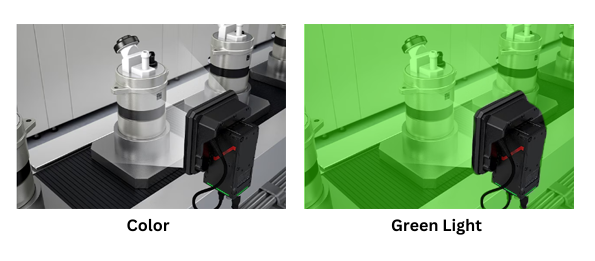
Green light is a balanced option between red and blue, offering good contrast and visibility across a wide range of materials. It is often used when the object being inspected is light or medium in color. Green light provides strong color differentiation without causing excessive reflection or glare, making it suitable for a variety of inspections.
Applications: Surface inspection, general material analysis, color differentiation.
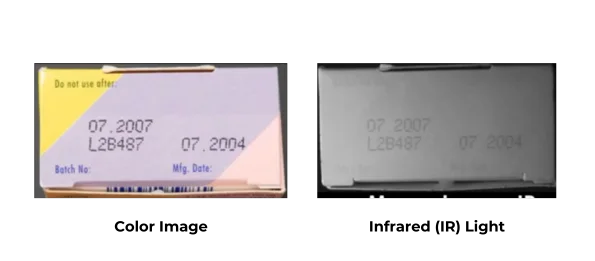
Infrared light, which is outside the visible spectrum, is used for inspecting materials that are opaque to visible light but transparent to IR wavelengths. IR light is commonly employed for applications where heat detection, deeper material penetration, or low-light conditions are required. It is also effective for inspecting materials with glossy or reflective surfaces, as it reduces glare and highlights features that are not visible under normal lighting conditions.
Applications: Heat detection, low-light inspections, surface inspection of glossy materials.
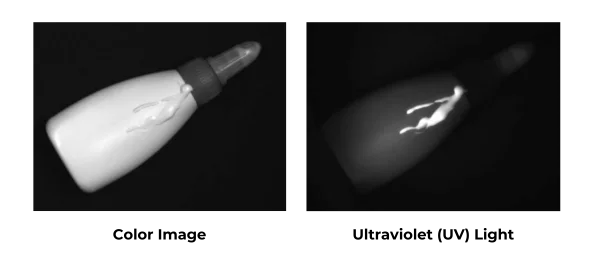
UV light is used in machine vision for detecting fluorescent markings, invisible surface contamination, and fine surface cracks that are not visible under normal lighting. When UV light illuminates certain materials, it causes them to fluoresce, making hidden features or defects visible. UV lighting is ideal for high-precision inspections and applications that require the detection of very fine or otherwise invisible features.
Applications: Inspection of fluorescent materials, contamination detection, crack detection.
When selecting a light color for your machine vision system, several factors must be considered to ensure optimal imaging results:

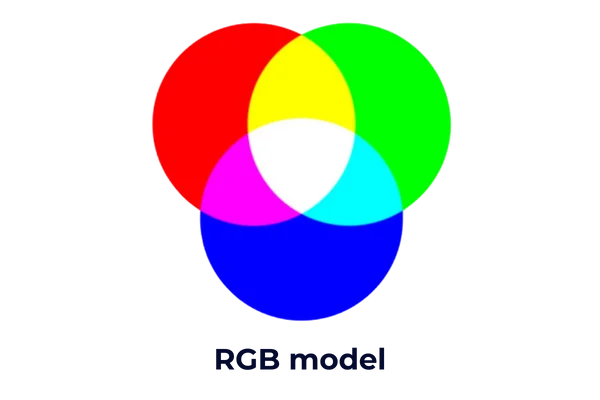
In some applications, a combination of different light colors may be the most effective solution for achieving the desired inspection results. The RGB model (red, green, blue) allows for the mixing of colors to create a broad spectrum of light. This technique can be useful when inspecting complex objects that require varying levels of contrast and detail.
For instance:By carefully adjusting the light spectrum, manufacturers can create a custom lighting solution that meets the unique needs of their inspection process.
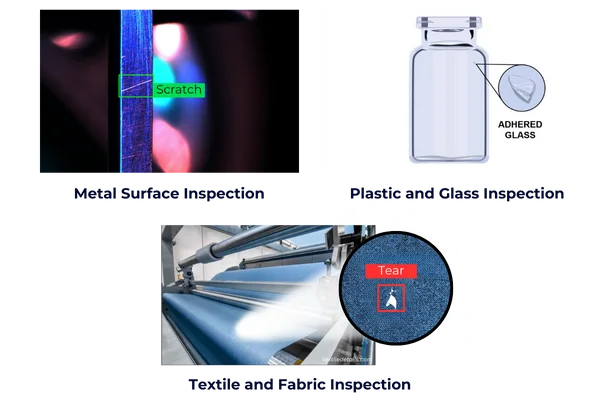
When inspecting reflective metal surfaces, red or infrared light is used to minimize glare and highlight surface imperfections, such as scratches or dents. Blue light, on the other hand, can be used to detect fine cracks or defects that may not be visible under red light.
Plastic and Glass InspectionFor plastic and glass surfaces, blue or white light is ideal for detecting surface defects and impurities. UV light can be used to detect invisible contamination or cracks in glass that are not visible under normal lighting.
Textile and Fabric InspectionTextiles benefit from using blue or green light, which enhances contrast and highlights weaving defects or surface irregularities. For highly detailed fabric inspections, UV lighting can reveal hidden contaminants or defects in the material structure.
©2025 Intelgic Inc. All Rights Reserved.


