Illumination Type in Machine Vision System
Book a call





In a machine vision system, lighting is essential to ensure accurate inspection, measurement, and defect detection. Different lighting types cater to specific needs based on the object, environment, and camera setup. Below are the most commonly used lighting sources in machine vision.
Fluorescent lighting is widely used in small- to medium-scale inspection stations because of its efficiency and affordability. It provides even, diffuse light, making it ideal for inspecting non-reflective surfaces and detecting minor defects. However, it has limitations in terms of intensity and flexibility when it comes to applications requiring high-speed or high-resolution inspections.
Fluorescent lighting is a practical choice for applications with consistent, controlled environments and moderate lighting needs.

Quartz halogen lighting offers much greater intensity compared to fluorescent lighting. It is known for producing bright, continuous light, making it suitable for inspections that require high levels of illumination or for objects with complex surface features. These lights are commonly used in high-precision applications where small surface defects need to be detected or intense lighting is necessary.
While quartz halogen lights provide superior brightness, they generate more heat, which could impact inspection environments that are sensitive to temperature changes.

LED lighting has gained popularity in recent years due to its long life expectancy, energy efficiency, and adaptability. While initially limited to smaller objects, advancements in LED technology have made it a strong contender for a broader range of applications, including large-scale inspections. LEDs are also highly versatile, offering various color options (white, red, blue, green, IR, UV) to suit different inspection requirements.
LED lighting stands out for its stability and flexibility, making it ideal for inspections that demand precise control over intensity and color. However, LEDs are still less cost-effective for large-area lighting compared to fluorescent sources, though this gap is closing as technology improves.
Metal halide, also known as mercury lighting, is particularly valuable in microscopy applications due to its discrete wavelength peaks. This feature is useful for fluorescence studies, where filters are employed to isolate specific wavelengths. Metal halide lights are also effective in applications requiring high-intensity lighting, such as large-scale inspections or processes that demand color accuracy.
While not as commonly used for general-purpose inspection, metal halide lighting remains a go-to choice for specialized tasks, particularly in laboratory or research settings.

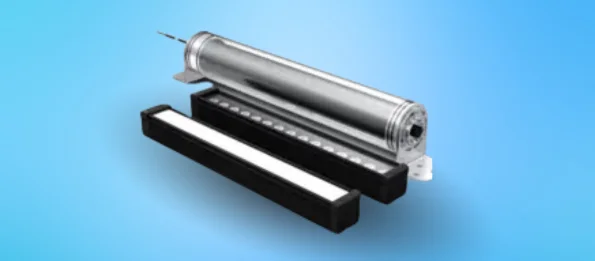
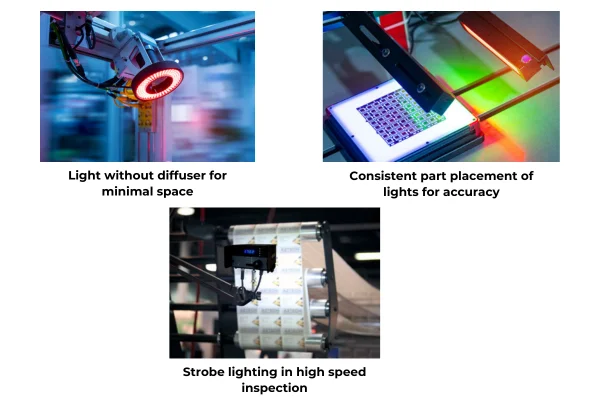
Xenon lighting provides intense, bright light, making it an excellent choice for applications that require strobe lighting to freeze motion in high-speed inspections. Xenon lights are used when a powerful burst of light is needed to illuminate objects moving at high speed, such as in assembly lines or for defect detection in fast-moving products.
Although xenon lights offer superior brightness and strobing capabilities, they are not ideal for continuous lighting applications and may come with higher energy consumption costs.

Selecting the best lighting source for a machine vision system involves more than just choosing the right type of light. There are several key factors to consider to achieve the optimal solution:
The size of the object and the field of view of the camera are crucial to determine the type and intensity of the lighting required. Larger objects or fields of view typically need more intense and evenly distributed light.
The distance between the object, camera, and lighting source is crucial. Objects far from the camera and light may require higher-intensity lights, such as quartz halogen or xenon, to ensure proper illumination.
Different cameras (e.g., CCD or CMOS) have varying sensitivities to light. For instance, CMOS cameras are more sensitive to infrared (IR) light, making IR LED or IR-rich tungsten sources ideal for low-light environments. Matching the lighting source’s spectral output with the camera’s sensitivity ensures optimal performance.
Certain environments may require continuous light or strobe lights, while others demand precise color reproduction, especially when using color cameras. For monochrome cameras, a monochrome LED source may be ideal, while full-spectrum lights like quartz halogen or xenon may be necessary for color imaging.
A thorough understanding of the immediate inspection environment, including the physical layout, is critical to determining the right lighting solution. Some factors to consider include:
Ambient light can significantly affect the quality and consistency of machine vision inspections, especially in environments with overhead factory lighting or sunlight exposure. There are several ways to manage ambient light:
Choosing the right illumination is crucial to the success of any machine vision system. Factors such as the type of light, distance to the object, spectral compatibility, and environmental conditions all play a role in determining the best solution. With advancements in LED technology, new possibilities are emerging for flexible and cost-effective lighting solutions, but no single source type can solve every lighting challenge. A thorough understanding of the inspection environment and careful consideration of lighting options are key to creating an effective, reliable system.
©2025 Intelgic Inc. All Rights Reserved.


