
Machine vision is one of the most effective ways to improve quality, reduce inspection effort, and build traceability into manufacturing. But in the real world, implementation is rarely “plug and play.” Most production lines were not originally designed for controlled imaging, consistent part presentation, or automated decision-making. On top of that, plant leaders often have a valid concern: “Will it actually work on our products, at our speed, in our environment?”
The most practical way to succeed is a step-by-step implementation approach—starting with a pilot and expanding into a structured rollout.
Why implementation is challenging on existing manufacturing lines
Even the best AI model or camera cannot overcome fundamental issues in real production without proper planning. Typical challenges include:
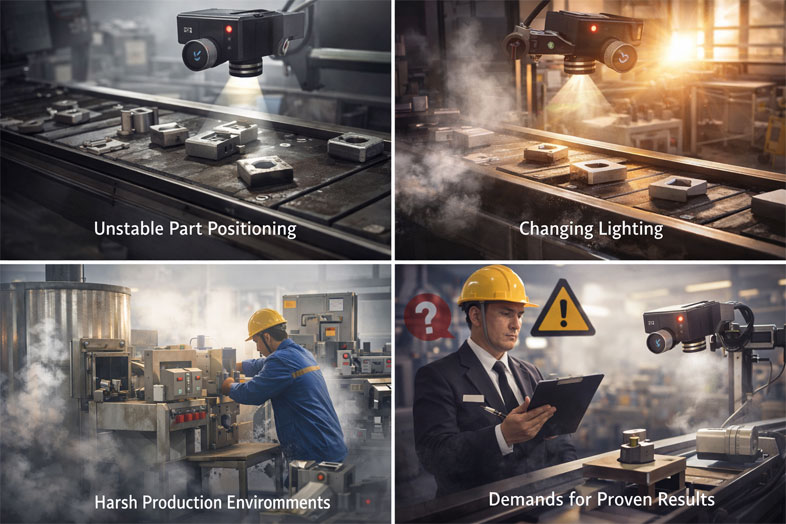
Lines are not designed for vision systems
Many lines were built for throughput, not imaging. Vision systems need:
- Stable and repeatable part positioning
- Controlled lighting (or shielding from changing ambient light)
- Predictable distance and orientation to the camera
- A consistent time window for image capture
When these conditions are missing, the result is unstable image quality and inconsistent detection performance.
Production environments vary widely
Manufacturing environments introduce practical constraints:
- Dust, oil mist, steam, heat, or reflective surfaces
- Space limitations and difficult mounting points
- Part movement and variation between operators/shifts
- Multiple product variants running on the same line
These realities make "generic" vision deployments fail. A successful system must be designed around the line, product, and process.
Leaders want proof of output before scaling
Quality and operations leaders are responsible for risk. Their concerns are reasonable:
False rejects can slow production and create waste
Missed defects can damage customer trust
Downtime or complex maintenance is unacceptable
ROI must be clear before full deployment
This is exactly why a pilot-first method is ideal.
The ideal approach: Pilot phase → Learning → Rollout phase
Phase 1: Select the right pilot line and inspection scope
Start with one line (or one station) where a machine vision system can create immediate value.
Choose an inspection scope that is:
High-impact
(critical quality checkpoint, high scrap, or customer complaints)
Feasible to image
(clear access, manageable speed, stable part handling)
Measurable
(you can track defect rates, operator time, rework, etc.)
Tip: Don't try to solve every defect and every variant in the pilot. Focus on a well-defined set of checkpoints and build confidence.
Phase 2: Define success criteria before installing anything
A pilot should not be "we'll see how it goes." Set clear targets such as:
This gives leaders clarity—and makes the decision to scale much easier later.
Phase 3: Design the imaging process for the real line
This is where most projects succeed or fail.
A good imaging design includes:
Camera selection and mounting geometry
(top/side/angled)
Lighting design
(matched to surface finish and defect type)
Enclosure/shielding
(if the environment impacts imaging)
Lens selection
(based on FOV, working distance, and resolution)
Triggering strategy
(sensor, encoder, PLC, or software)
Cable routing and maintenance access
The objective is simple: create consistent images, every cycle, every shift.
Phase 4: Install the pilot system and run it in parallel
The most practical pilot deployment method is:
Run vision inspection alongside the current process initially
Compare results: operator decision vs system decision
Collect real production images and defect cases
Tune the system based on true line conditions
This phase reduces risk because production can continue while the system proves itself.
Phase 5: Feedback → Learning loop (the most valuable part of the pilot)
The pilot phase is not just a test—it's an education and learning cycle. You will learn:
How product variation appears in real images
Which defects are consistent vs rare vs ambiguous
How line behavior affects inspection
What operators and maintenance teams need for usability
This learning makes the final system line-ready and reduces surprises during rollout.
Phase 2: Rollout Phase (Scaling with Confidence)
Once the pilot meets targets and leaders trust the output, rollout becomes a structured engineering exercise rather than a risky experiment.
Convert pilot learnings into standards:
- Mechanical mounting standard and camera positions
- Lighting standard and shielding approach
- Calibration procedure and acceptance checks
- Recipe setup for variants and part IDs
- Operator workflow (pass/fail actions, rework handling)
- Maintenance and cleaning SOP
Rollout is the right time to make small but powerful changes to the line, such as:
- Improving part presentation consistency
- Adding controlled inspection zones
- Adding guides/fixtures if needed
- Improving ergonomics and operator visibility (HMI placement)
These improvements typically increase not just inspection performance, but overall efficiency as well.
Instead of deploying everywhere at once:
- Roll out line by line
- Validate performance each time
- Reuse the proven system template
- Track KPIs across sites/lines
This creates a repeatable deployment model for future expansions.
What manufacturers gain from a step-by-step approach
A pilot-first strategy delivers more than just “proof of concept.” It gives you:
A vision system proven on your real line, not in a lab
Team confidence (operators, maintenance, quality, leadership)
A tuned detection workflow based on real defects and real variation
A scalable blueprint for rollout that reduces risk and downtime
Better efficiency because improvements are implemented with real feedback
Most importantly, it turns machine vision from a “technology project” into a production-ready operational upgrade.
Implementing a new machine vision system into an existing manufacturing line is always challenging—because the line, environment, and processes were usually not built for imaging or automation. Leaders also need confidence in output before scaling.
That’s why the most reliable method is a step-by-step implementation:
Start with a pilot on one line
Learn, tune, and validate under real manufacturing conditions
Use those learnings to standardize and roll out across lines with improvements
This approach reduces risk, builds trust, and ensures the vision system becomes a stable part of production—delivering consistent defect detection, traceability, and long-term quality improvement.

