
Lighting is one of the most critical factors in machine vision inspection systems. Even the most advanced cameras and AI algorithms cannot detect defects effectively if the object is not illuminated correctly.
In many industrial inspection applications, the difference between a successful inspection system and a failed one lies in how well the lighting is designed. Proper lighting helps highlight defects, increase contrast, and ensure consistent imaging conditions.
This guide explains the most important lighting techniques used in machine vision systems, how they work, and where they are used in manufacturing applications.
1 Why Lighting Is Critical in Machine Vision
Machine vision systems rely on images captured by cameras. These images must contain clear visual information about the product surface.
Proper lighting helps achieve:
- High contrast between defects and good surfaces
- Reduced reflections and glare
- Uniform illumination across the object
- Consistent imaging conditions
Without proper lighting, defects such as scratches, cracks, dents, and surface contamination may become invisible to the camera.
Key Lighting Techniques in Machine Vision
Several lighting geometries are used in machine vision inspection systems depending on the application.
Bright Field Lighting
Bright field lighting is one of the most commonly used lighting techniques in machine vision.

How It Works
The light source is positioned near the camera and directed straight toward the object. The reflected light travels back to the camera.
Applications
Bright field lighting works best when inspecting:
- Printed labels
- Surface patterns
- Color variations
- General object detection
Advantages
- Simple lighting setup
- Works well for uniform surfaces
- Suitable for color inspection
However, bright field lighting may struggle to detect very small scratches or texture defects.
Dark Field Lighting
Dark field lighting is used to detect surface defects such as scratches, cracks, and contamination.
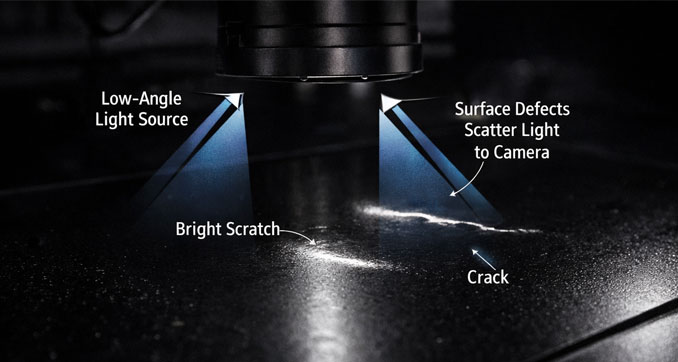
How It Works
Light is projected onto the object at a very low angle relative to the surface.
In this configuration:
Smooth surfaces reflect light away from the camera
Surface defects scatter light toward the camera
This makes defects appear bright against a dark background.
Applications
Dark field lighting is widely used for:
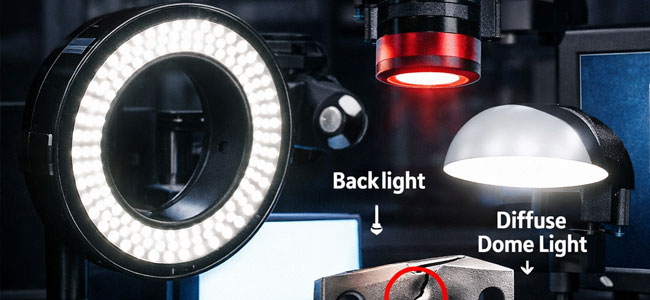
Backlighting
Backlighting is used when the goal is to capture the outline or shape of an object.
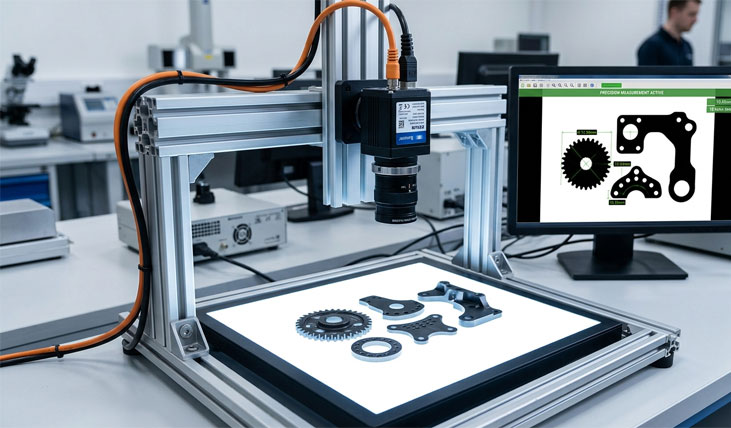
How It Works
A light source is placed behind the object, opposite the camera.
The object blocks the light, creating a high-contrast silhouette image.
Applications
Backlighting is ideal for:
- dimensional measurement
- edge detection
- hole detection
- part presence verification
This technique is commonly used in precision measurement applications.
Diffused Lighting
Diffused lighting is used to reduce reflections on shiny surfaces.

How It Works
Light is scattered using a diffuser or dome light, creating uniform illumination from multiple angles.
This reduces harsh reflections and glare.
Applications
Diffused lighting is commonly used for:
- reflective metal surfaces
- glass inspection
- glossy plastic inspection
- electronic component inspection
Low-Angle Lighting
Low-angle lighting is a variation of dark field illumination used to highlight surface texture and very small defects.
It works particularly well for detecting:
- micro scratches
- surface contamination
- embossing and engraving
Low-angle lighting is frequently used in automotive, semiconductor, and metal manufacturing inspection systems.
Structured Lighting
Structured lighting projects patterns or lines of light onto an object.
These patterns deform when they hit surface features, allowing the system to calculate 3D information about the object.
Structured lighting is commonly used in:
- 3D inspection systems
- robotic guidance
- dimensional measurement
Choosing the Right Lighting Technique
Selecting the correct lighting technique depends on several factors.
Surface Properties
Is the surface reflective, matte, or textured?
Defect Type
Are you trying to detect scratches, cracks, or dimensional features?
Inspection Speed
High-speed production lines require stable and powerful lighting.
Camera Type
The lighting setup must match the camera resolution and field of view.
In most real-world systems, engineers often combine multiple lighting techniques to achieve optimal inspection results.
Lighting Design in Real Industrial Systems
In advanced inspection systems, lighting is usually custom designed for each application.
For example:
Leather inspection may use low-angle lighting to detect micro scratches.
Tile inspection may combine diffused and directional lighting to reveal cracks.
Tire inspection may use dark-field illumination to highlight surface defects.
Companies like Intelgic design specialized lighting geometries tailored to the product surface and defect characteristics.
Common Lighting Hardware Used in Machine Vision
Typical lighting components include:
Ring lights
Dome lights
Bar lights
Backlights
Spot lights
Structured light projectors
Each lighting type serves a specific inspection purpose.
Future Trends in Machine Vision Lighting
Lighting technology continues to evolve alongside machine vision systems.
Emerging trends include:
- • Smart programmable LED lighting
- • Adaptive lighting systems
- • AI-optimized illumination
- • Multi-spectral lighting for advanced inspection
These technologies will allow inspection systems to detect even more complex defects with higher accuracy.
Lighting is the foundation of any successful machine vision inspection system. Proper lighting design ensures that defects become visible, images are consistent, and inspection algorithms can perform accurately.
By selecting the appropriate lighting technique—whether bright field, dark field, backlighting, or diffused lighting—manufacturers can significantly improve the performance of their inspection systems.
As machine vision technology continues to advance, lighting will remain a critical element in achieving reliable and precise industrial inspection.

