
Machine vision inspection systems are becoming an essential part of modern manufacturing. These systems allow machines to capture images, analyze product quality, detect defects, and perform measurements automatically.
As production speeds increase and product complexity grows, manufacturers rely on machine vision systems to ensure consistent quality, higher productivity, and automated inspection processes.
Machine vision systems combine industrial cameras, lighting systems, optics, computing hardware, and advanced software algorithms to perform inspection tasks in real time.
This guide explains the architecture, key components, and design considerations for building effective machine vision inspection systems.
What is a Machine Vision Inspection System?
A machine vision inspection system is an automated system that uses cameras and image processing technology to inspect products during manufacturing.

These systems can detect:
- Surface defects
- Assembly errors
- Dimensional deviations
- Printing or labeling defects
- Missing components
Machine vision systems are widely used in automotive, electronics, packaging, textiles, metal manufacturing, and pharmaceutical industries.
Architecture of a Machine Vision Inspection System
A typical machine vision inspection system follows a structured architecture consisting of multiple layers.
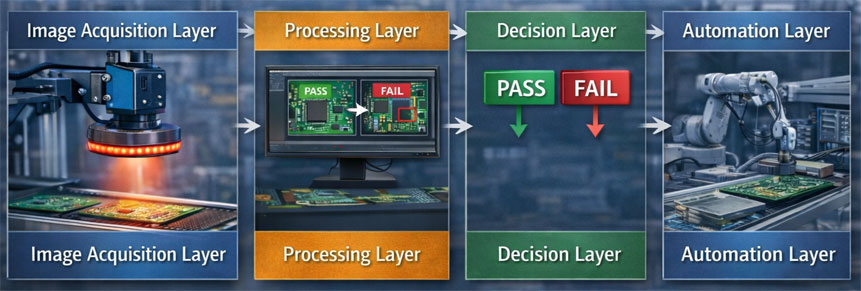
Image Acquisition Layer
This layer captures images of the product using cameras and lighting systems.
Processing Layer
Captured images are analyzed using image processing software or AI algorithms.
Decision Layer
The system determines whether the product passes or fails inspection.
Automation Layer
The inspection results trigger actions such as sorting, rejection, or robotic handling.
Key Components of a Machine Vision System
Industrial Cameras
Cameras capture high-resolution images of products during inspection.
Common types include:
- Area scan cameras for discrete parts
- Line scan cameras for continuous materials
- 3D cameras for dimensional inspection
The choice of camera depends on resolution, speed, and inspection requirements.
Lenses and Optics
Lenses focus light onto the camera sensor and determine the field of view.
Important Parameters:
- Focal length
- Working distance
- Depth of field
- Distortion control
Tip: Specialized optics such as telecentric lenses are often used for precision measurement applications.
Lighting Systems
Lighting is one of the most important factors in machine vision inspection. Different lighting techniques highlight different types of defects.
Proper lighting design ensures that defects become visible to the camera system.
Image Processing Software
Machine vision software processes captured images and performs analysis such as:
Modern systems increasingly use AI and deep learning algorithms to detect complex defects.
Modern systems increasingly use AI and deep learning algorithms to detect complex defects.
Processing Hardware
Image processing requires powerful computing systems.
- Industrial PCs
- GPU-based computing
- Edge AI devices
These systems analyze images and generate inspection results in real time.
Mechanical Automation Systems
Machine vision inspection systems often integrate with mechanical automation components, including:
- Conveyors
- Robotic arms
- Rotary stages
- Linear motion systems
These components position products correctly for imaging and inspection.
Designing a Machine Vision Inspection System
Designing an effective machine vision system requires careful planning.
Define Inspection Objectives
Clearly define:
- defects to detect
- measurement requirements
- production speed
Select Appropriate Cameras
Camera selection depends on resolution requirements, field of view, object size, and production speed.
Design Lighting Geometry
Lighting should maximize contrast between defects and normal surfaces.
Integrate Motion Systems
Products must be positioned consistently for reliable imaging and accurate inspection.
Develop Image Processing Algorithms
Software algorithms or AI models must be trained to detect defects accurately and consistently.
Challenges in Machine Vision System Design
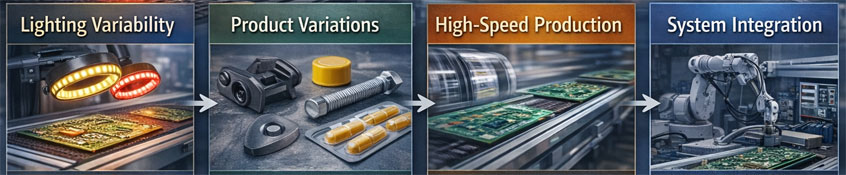
Lighting Variability
Inconsistent lighting can affect image quality.
Product Variations
Products may vary in shape, color, or surface texture.
High-Speed Production
Inspection systems must process images quickly to keep up with production lines.
System Integration
Machine vision systems must integrate seamlessly with existing manufacturing equipment.
Companies like Intelgic specialize in designing custom machine vision systems tailored to complex manufacturing environments.
Applications of Machine Vision Inspection Systems
Machine vision systems are used across multiple industries.
Automotive Manufacturing
Inspection of engine components, tires, and body panels.
Electronics Manufacturing
PCB inspection and component placement verification.
Textile Industry
Fabric defect detection and printing inspection.
Packaging Industry
Label verification and barcode reading.
Metal Manufacturing
Surface defect detection and dimensional measurement.
Machine Vision and Smart Manufacturing
Industry 4.0 Integration
Machine vision inspection systems are key components of Industry 4.0 and smart factories.
PLC Controllers
Direct machine control
MES Integration
Manufacturing Execution Systems
ERP Systems
Enterprise Resource Planning
This integration enables real-time monitoring, automated decision-making, and data-driven manufacturing.
Intelgic's Machine Vision Solutions
Intelgic develops custom machine vision inspection systems powered by AI and industrial imaging technologies.
- Industrial cameras and optics
- Custom lighting design
- Robotic automation systems
- AI-based inspection software
- GPU-powered processing systems
These systems are designed for complex inspection tasks in modern manufacturing environments.
The Future of Machine Vision Inspection
Machine vision technology continues to evolve rapidly.
AI-Powered Defect Detection Systems
3D Vision Inspection Technologies
Edge AI Processing for Real-Time Analysis
Integration with Digital Twin Systems
These advancements will enable fully autonomous quality inspection systems in smart factories.
Machine vision inspection systems are transforming manufacturing by enabling automated, accurate, and high-speed product inspection.
By combining industrial cameras, advanced lighting systems, powerful computing hardware, and AI-based software, manufacturers can detect defects, improve product quality, and increase production efficiency.
As smart factories continue to evolve, machine vision will remain one of the most important technologies driving industrial automation and quality control.

