Lighting Geometry in Machine Vision
Published on: Feb 11, 2026

Written by:Content team, Intelgic
The Foundation of Effective Defect Detection
In machine vision, lighting is more important than the camera or the AI model. Most defect-detection failures are not algorithm problems—they are illumination problems. Lighting geometry defines what the camera can see and, just as importantly, what it cannot see. A well-designed lighting strategy simplifies defect detection, improves robustness, and dramatically increases repeatability across shifts, operators, and environments.
This article explains lighting geometry in an educational and practical way, focusing on bright field vs dark field illumination, low-angle lighting, high-angle lighting, and why very low-angle lighting is often essential for surface defect detection.
Why lighting geometry matters more than intensity
Many teams try to fix inspection issues by increasing light brightness. This rarely works. Vision systems do not fail because of insufficient light—they fail because light interacts with surfaces in the wrong way.
Lighting geometry controls:
- • How light reflects from the surface
- • Whether defects appear bright, dark, or invisible
- • Contrast between good and bad regions
- • Sensitivity to surface texture, finish, and material
The goal of lighting is not to make the image look good to humans, but to make defects optically separable for the camera and algorithms.
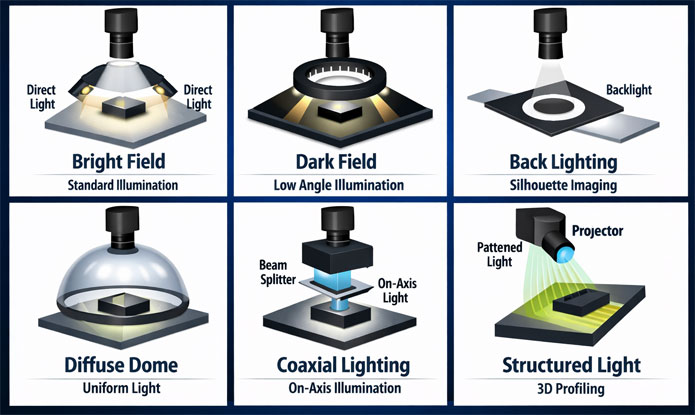
Bright field illumination
Seeing what the surface is
What is bright field illumination?
In bright field lighting, the illumination is arranged so that light reflected from the target surface enters the camera directly. As a result:
Result:
- The surface appears bright
- Defects typically appear darker (or different in color/texture)
How it works:
- • Light strikes the surface at a moderate to high angle
- • Specular or diffuse reflection returns light to the lens
- • Smooth, good areas reflect predictably
- • Defects disrupt reflection and reduce returned light
Best Use Cases
Bright field works well when defects change:
- Color
- Print quality
- Presence or absence of features
- Shape or geometry
- Surface uniformity
Examples:
Label print defects, color mismatch, missing components, pattern alignment errors
Limitations
Bright field struggles with:
- Very shallow scratches
- Fine dents or pits
- Low-contrast texture defects
- Highly reflective surfaces
This is where dark field becomes essential.
Dark Field Illumination
Seeing what the surface does wrong
What is Dark Field Illumination?
In dark field lighting, the light is arranged so that good surfaces reflect light away from the camera, appearing dark. Only surface irregularities scatter light back into the lens.
Result:
How it works:
- • Light introduced at low/very low angle
- • Smooth surfaces deflect light away
- • Scratches, dents, texture scatter light upward
- • Camera captures only scattered light
Best Use Cases
Dark field is ideal for detecting:
This technique dramatically increases defect contrast without increasing image processing complexity.
Lighting Angle Comparison
Low-angle lighting
The key to surface defect visibility
Why low angle works
When light strikes a surface at a shallow angle:
- • Any height variation creates shadows or highlights
- • Even micron-level surface changes become visible
- • Texture differences are amplified
Typical configurations
- • Bar lights placed close to the surface
- • Linear lights along edges
- • Shallow-angle ring lights
- • Multiple low-angle lights from different directions
Common applications
- • Metal surface inspection
- • Polished or brushed components
- • Plastic molded parts
- • Painted and coated surfaces
- • Composite and laminated materials
Low-angle lighting often converts “invisible” defects into highly detectable features.
Very low-angle lighting
When defects are extremely subtle
Very low-angle lighting is an advanced version of dark field illumination and is critical for high-sensitivity inspection.
When required:
- • Defects are shallow and smooth
- • Surface finish is glossy or reflective
- • Defect height is extremely small
- • Contrast is minimal under normal lighting
Examples include:
- • Hairline scratches on stainless steel
- • Micro dents on polished aluminum
- • Surface waviness
- • Coating thickness variation
- • Fine tooling marks
Design considerations
Very low-angle lighting requires:
- • Precise mechanical positioning
- • Stable fixtures
- • Controlled environment (to block ambient light)
- • Careful balance to avoid over-sensitivity to normal texture
When done correctly, it enables detection that is impossible with conventional lighting.
High-Angle Lighting
Emphasizing shape and form
High-angle lighting places the light closer to the camera axis.
Characteristics
- • Reduces shadows
- • Produces more uniform illumination
- • Suppresses surface texture
- • Enhances shape and geometry
Best suited for
- • Dimensional checks
- • Hole presence
- • Edge detection
- • Assembly verification
- • Reading codes and text on flat surfaces
High-angle lighting is often used in combination with low-angle lighting for complete inspection coverage.
Combining Lighting Geometries
One light is rarely enough
In real manufacturing, a single lighting strategy is almost never sufficient. Effective systems combine multiple geometries:
Bright Field
For presence and color
Dark Field
For surface defects
Multi-direction
To remove direction bias
Modern inspection systems often capture multiple images of the same part under different lighting conditions and fuse the information for robust defect detection.
Lighting Geometry Before AI
A critical principle in machine vision
When Lighting Geometry is Correct:
- Defects naturally separate from background
- Thresholds are stable
- AI models converge faster
- Detection remains consistent over time
When Lighting is Wrong:
"No amount of AI tuning will fully compensate"
Good lighting simplifies AI. Poor lighting makes AI unreliable.
Lighting geometry is the foundation of any effective machine vision defect detection system. Understanding and correctly applying:
- Bright field illumination
- Dark field illumination
- Low-angle and very low-angle lighting
- High-angle lighting
Allows manufacturers to reveal defects optically before software or AI gets involved.
An educational, geometry-driven lighting design—matched to surface behavior and defect type—is what turns a vision system from a fragile demo into a production-ready inspection solution.

