
Traditional inspection methods are no longer enough for many modern food production environments. Manual inspection is slow, inconsistent, labor-intensive, and difficult to scale. As production volumes increase and product variation becomes more complex, food manufacturers need smarter inspection systems.
This is where artificial intelligence is creating a major shift.
AI is transforming quality inspection
AI is transforming quality inspection in the food industry by enabling faster, more consistent, and more intelligent decision-making. When combined with industrial cameras, machine vision, conveyors, sensors, and robotic automation, AI can inspect food products in real time, detect subtle defects, classify products accurately, and help manufacturers improve quality across the entire production line.
Why Quality Inspection Is Challenging in the Food Industry
Food products are naturally variable. Unlike machined metal or molded plastic parts, food items often differ slightly in color, texture, shape, size, and surface appearance even when they are acceptable. This makes inspection difficult.

Manufacturers also deal with challenges such as:
- High-speed conveyor lines
- Random product orientation
- Changing product size and shape
- Moisture, gloss, and surface variation
- Packaging variation
- Mixed defect types
- Hygiene and washdown requirements
- Pressure to reduce false rejects and false accepts
In many food plants, human operators are still expected to inspect color, shape, fill level, surface defects, contamination, or package correctness by eye. This creates inconsistency because people get tired, miss subtle issues, and may apply standards differently from shift to shift.
AI-based inspection helps overcome these limitations.
What AI Means in Food Quality Inspection
In food inspection, AI refers to intelligent software systems that analyze images or sensor data to identify patterns, defects, anomalies, and quality deviations. Instead of relying only on rigid rule-based programming, AI can learn from examples of good and defective products.
This makes AI especially useful in food manufacturing where acceptable products may still show natural variation.
AI can be trained to inspect for:
When integrated into the production line, AI can inspect every product in real time and support automated pass/fail decisions.
How AI-Based Food Inspection Systems Work
A typical AI-powered food inspection system includes several elements working together.
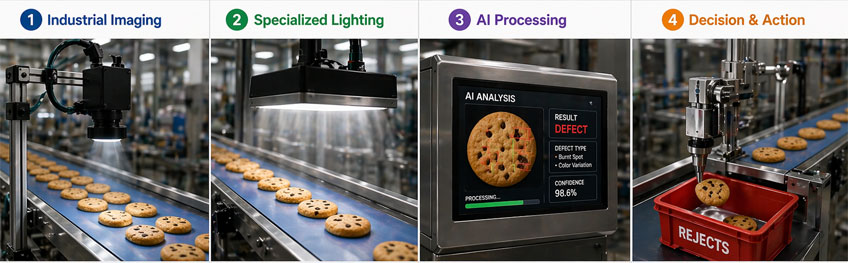
Industrial Imaging
The system starts with cameras that capture images of the food product. Depending on the application, this may involve:
- Area scan cameras for stationary or indexed imaging
- Line scan cameras for continuous high-speed conveyor inspection
- Multiple cameras for multi-angle coverage
- 3D sensors for profile or volume inspection
The camera choice depends on product speed, size, shape, and inspection requirements.
Specialized Lighting
Lighting is critical in food inspection because defects often become visible only under the right illumination. Proper lighting helps reveal:
Different food products require different lighting strategies, especially when surfaces are shiny, moist, irregular, or highly textured.
AI Processing
The captured images are sent to an industrial computer or GPU-based processing system where the AI software analyzes the product. The AI compares what it sees against trained patterns and quality criteria to identify defects or deviations.
Decision and Action
After processing, the system can:
This turns inspection into a fast and automated closed-loop process.
Key Ways AI Transforms Food Quality Inspection
1. Detecting Subtle Visual Defects More Reliably
Many food defects are not easy to detect consistently by the human eye, especially on fast-moving lines. AI can be trained to identify subtle visual changes that may indicate poor quality.
Because AI evaluates every product using the same criteria, inspection becomes more consistent and repeatable.
2. Improving Color Inspection
Color is one of the most important quality indicators in food production. It often reflects cooking quality, ingredient consistency, freshness, ripeness, or coating uniformity.
AI combined with machine vision can evaluate color more objectively than manual inspection. This is useful for products such as meat products, baked goods, fried snacks, fruits and vegetables, confectionery, processed foods, and ready-to-eat meals.
The system can detect color deviations, non-uniformity, discoloration, and product-to-product inconsistency.
3. Enabling 100% Inspection at High Speed
Manual inspection often relies on sampling or limited visual checks. AI systems can inspect every product on the line, even at high throughput. This is especially valuable in food manufacturing where large volumes are processed continuously. Instead of inspecting only a fraction of production, manufacturers can achieve full inspection coverage and reduce the risk of defective products reaching customers.
4. Reducing Human Dependency
Food manufacturers often struggle with labor availability, operator fatigue, and inconsistent inspection quality. AI reduces dependency on manual inspection for repetitive visual tasks. This does not mean removing people from the process entirely. Instead, it allows human operators to focus on supervision, quality review, root cause analysis, and process improvement rather than trying to visually inspect every item passing at high speed.
5. Supporting Robotic Rejection and Sorting
AI becomes even more powerful when combined with robotic automation. Once a defective item is identified, the system can guide a robot or reject mechanism to remove it from the line.
Defect rejection
Product sorting
Grade-based classification
Orientation correction
Pack verification
Automated segregation of damaged items
Robots bring speed, repeatability, and precision, especially where product handling must be selective and accurate.
6. Reducing Waste and False Rejection
One of the biggest concerns in food inspection is unnecessary rejection of acceptable product. Poorly tuned inspection systems can create waste by rejecting good items.
AI helps reduce this by learning the difference between natural variation and true defects. A well-trained AI system can improve inspection accuracy, leading to:
7. Improving Packaging Inspection
Quality inspection in the food industry is not only about the food itself. Packaging is equally important for safety, shelf life, compliance, and presentation.
This helps manufacturers protect both quality and traceability.
8. Creating Actionable Quality Data
Traditional inspection often ends with a reject decision. AI-based systems can do much more by turning inspection into useful data.
Manufacturers can track defect frequency, defect categories, batch-wise quality trends, shift-wise variation, machine-specific issues, upstream process correlation, and rejection rates over time. This allows the inspection system to become not just a gatekeeper, but a source of process intelligence.
Common Applications of AI Inspection in the Food Industry
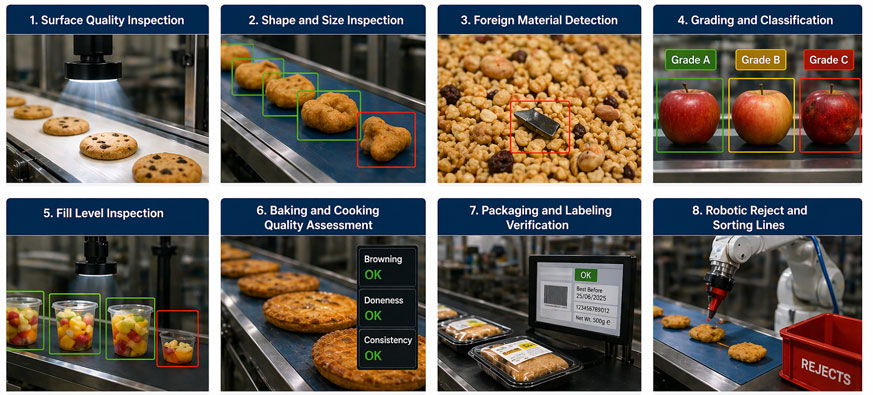
Surface quality inspection
Used to detect visible defects, cracks, color changes, burns, and appearance abnormalities.
Shape and size inspection
Used to identify malformed, broken, undersized, or oversized products.
Foreign material detection
Used to identify visually detectable contamination or unwanted materials.
Grading and classification
Used to sort products by quality, size, color, or appearance.
Fill level inspection
Used to verify quantity in trays, containers, cups, or packaged food products.
Baking and cooking quality assessment
Used to inspect browning, doneness, coating, and surface consistency.
Packaging and labeling verification
Used to verify print, codes, labels, pack completeness, and seal integrity.
Robotic reject and sorting lines
Used to automatically remove or separate defective products based on AI decisions.
Why AI Is Better Than Traditional Rule-Based Inspection in Many Food Applications
Conventional machine vision systems often depend on fixed thresholds and simple programmed rules. These work well in some controlled applications, but food products are often too variable for rigid rules alone.
AI performs better when:
AI can adapt more effectively to the complexity of real food production environments.
Role of Cameras, Conveyors, and Robots in Food Inspection Automation
AI does not work in isolation. Its success depends on a properly engineered automation system.
Cameras
High-quality imaging is essential for reliable defect detection.
Lighting
Defects must be visible and repeatable under controlled illumination.
Conveyor synchronization
The system must inspect products in motion and track their exact position.
Reject mechanisms or robots
Defective products must be removed accurately without disturbing good products.
Software integration
Inspection data should connect with PLCs, HMIs, dashboards, and plant systems.
This is why successful food inspection automation requires both AI expertise and industrial system integration.
Benefits of AI in Food Quality Inspection
Manufacturers adopting AI-based quality inspection can achieve several benefits:
Challenges to Consider When Implementing AI Inspection
Although AI offers major benefits, successful implementation requires proper system design. Food manufacturers should consider:
A good AI solution is not just a model. It is a complete inspection system built for the realities of the production floor.
How Intelgic Can Help
Intelgic provides complete AI-powered inspection automation solutions for food industry applications. The solution can include:
Intelgic delivers not just the AI software, but the complete inspection architecture needed for reliable real-world performance.
AI is transforming quality inspection in the food industry by making inspection faster, smarter, and more consistent. It helps manufacturers inspect every product, detect subtle defects, improve yield, reduce waste, and automate quality decisions at line speed.
When combined with cameras, machine vision, lighting, conveyors, and robots, AI becomes a practical and powerful tool for modern food manufacturing. It moves quality inspection from manual observation to intelligent automation.
For food manufacturers looking to improve product quality, reduce labor dependency, and build more reliable inspection processes, AI is no longer a future concept. It is a practical solution that can deliver measurable value today.

