
A High-Speed Alternative to Traditional CMM Machines
Modern manufacturing industries require highly accurate dimensional inspection to ensure that every part produced meets design specifications. Traditionally, Coordinate Measuring Machines (CMMs) have been the gold standard for dimensional inspection. However, as production speeds increase and automation becomes essential, manufacturers are increasingly adopting 3D laser profile sensors for automated measurement inspection.
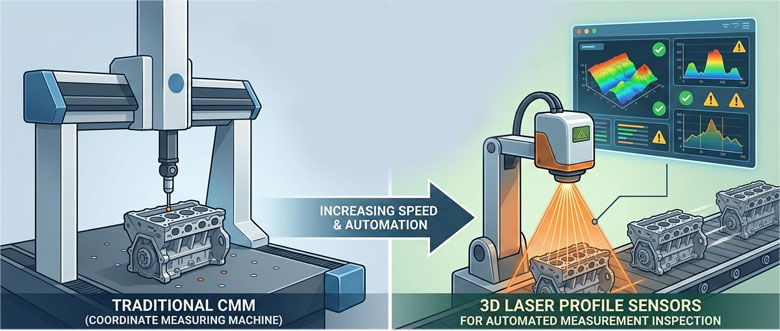
3D laser profiling technology offers a non-contact, high-speed, and highly flexible alternative to conventional CMM inspection, enabling manufacturers to perform dimensional inspection directly on production lines.
Limitations of Traditional CMM Inspection
A Coordinate Measuring Machine (CMM) measures the geometry of a part by physically touching the object with a probe and recording its coordinates in three-dimensional space (X, Y, Z).
The process works by moving the probe to multiple points on the object to collect measurements that are then compared to the CAD model.
While CMMs provide extremely accurate measurements, they have several limitations in modern production environments:
Key Limitations
Slow inspection process
CMMs measure one point at a time, making inspection time-consuming.
Contact-based measurement
Physical probing may damage delicate surfaces.
Offline inspection
Parts must usually be removed from the production line.
Limited surface coverage
Only selected measurement points are inspected.
Operator dependency
Skilled operators are often required.
Because of these limitations, CMM machines are better suited for laboratory measurement and sample inspection, rather than 100% inline inspection in high-speed manufacturing environments.
Introduction to 3D Laser Profile Sensors
A 3D laser profile sensor uses optical triangulation technology to measure the geometry of an object without physically touching it. The system typically consists of:
Laser Emitter
High-Resolution Camera
Processing unit
The laser projects a line onto the surface of the object, and the camera observes the deformation of this laser line. Using geometric triangulation, the system calculates the exact height and position of points on the surface.
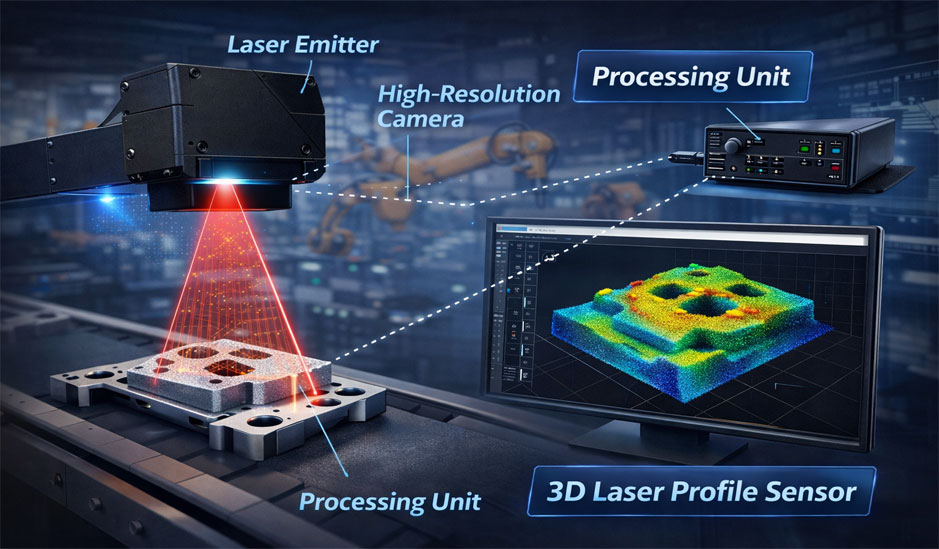
By continuously scanning the object while it moves under the sensor, the system generates a dense 3D point cloud representing the object's surface geometry. This point cloud can then be used to measure dimensions, detect defects, and verify product geometry.
Working Principle of Laser Triangulation Measurement
The operation of a 3D laser profile sensor can be summarized in the following steps:
Laser Projection
A laser line is projected onto the surface of the object.
Image Capture
A camera positioned at an angle captures the reflected laser line.
Triangulation Calculation
Using the known geometry between the laser and the camera, the system calculates the distance to each point on the surface.
Profile Generation
The captured data forms a 2D height profile of the object.
3D Reconstruction
As the object moves under the sensor (for example on a conveyor), multiple profiles are combined to generate a complete 3D model of the object.
High-Speed Capability
Laser triangulation systems can generate hundreds of thousands of measurement points per second, making them ideal for high-speed inspection applications.
Advantages of 3D Laser Profiling Over CMM
High-Speed Measurement
Laser scanners capture thousands of measurement points simultaneously, whereas CMMs measure sequential points. This significantly reduces inspection time and can even enable real-time inline inspection.
Non-Contact Measurement
Since laser profiling uses light instead of physical contact, it can safely measure:
- Soft materials
- Hot surfaces
- Moving parts
- Delicate components
Full Surface Inspection
Laser scanners can capture the entire surface geometry, whereas CMM typically inspects only selected points.
This allows manufacturers to detect:
- dents
- warping
- dimensional deviations
- surface irregularities
Inline Production Integration
3D laser sensors can be installed directly above:
- conveyor belts
- robotic inspection cells
- automated assembly lines
This allows 100% inspection of parts without stopping production.
High Data Density
Laser triangulation sensors can capture millions of 3D points, creating detailed point clouds and digital surface models for advanced analysis.
Automation Ready
These systems integrate easily with:
- PLC controllers
- robotic systems
- MES/ERP systems
- AI-based defect detection software
Measurement Accuracy
Modern laser triangulation systems can achieve micron-level accuracy, depending on the sensor configuration and measurement range.
Typical measurement capabilities include:
| Parameter | Typical Range |
|---|---|
| Accuracy | 10 µm – 50 µm |
| Scan Speed | >1000 profiles/sec |
| Data Points | >500,000 points/sec |
| Measurement Range | Few mm to several meters |
Although ultra-high precision CMM machines may still offer higher accuracy for laboratory metrology, laser profiling provides excellent accuracy for most industrial manufacturing applications.
Industrial Applications of Laser Profile Based Measurement
3D laser profile sensors are widely used across multiple industries.
Automotive Industry
- Gear measurement
- Brake disc inspection
- Engine component inspection
- Body panel geometry inspection
Electronics Industry
- PCB warpage measurement
- connector height inspection
- solder joint measurement
Metal Processing
- sheet metal flatness measurement
- weld bead inspection
- edge profile inspection
Plastic and Extrusion
- pipe diameter measurement
- extrusion profile inspection
- plastic part dimensional verification
Packaging Industry
- bottle cap height inspection
- fill level measurement
- product dimension verification
Example: Inline Measurement Inspection Using 3D Laser Sensor
A typical automated measurement system may include:
- Conveyor system transporting parts
- 3D laser profile sensor mounted overhead
- Encoder for motion synchronization
- Industrial PC or GPU system
- Measurement software
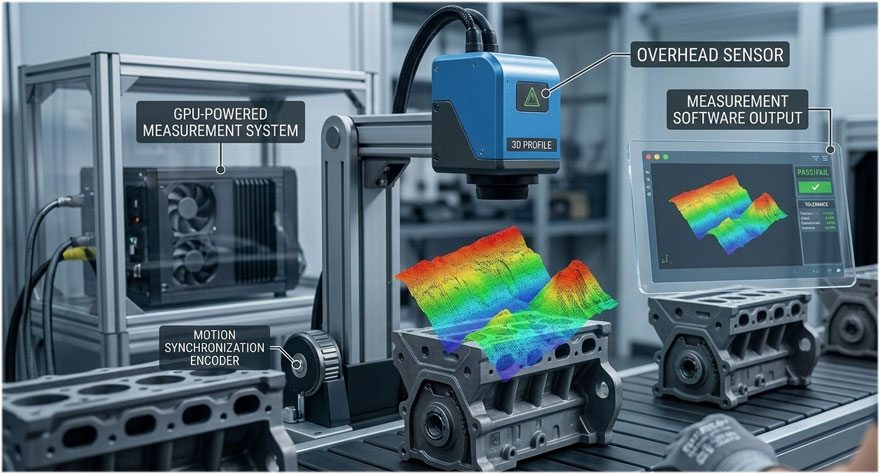
Workflow
- 1 Part moves under the sensor.
- 2 Laser sensor scans the object.
- 3 Software generates a 3D point cloud.
- 4 Measurement algorithms extract dimensions such as: height, width, hole position, flatness, profile geometry
- 5 Results are compared with CAD specifications.
- 6 Pass/Fail decision is generated automatically.
Role of AI and Advanced Software
Modern measurement systems are increasingly integrating:
- AI-based feature detection
- automatic CAD comparison
- statistical process control
- real-time dashboards
Advanced algorithms can also remove noise, correct distortions, and improve measurement accuracy during data processing.
When to Choose Laser Profiling Instead of CMM
Laser profile inspection is ideal when:
- High-speed production lines require inline inspection
- 100% inspection is required instead of sampling
- Parts are large or difficult to move
- Non-contact measurement is required
- Surface geometry and profiles must be captured
CMM remains useful for ultra-precision metrology in controlled environments, but laser profiling is far better suited for automated production inspection.
3D laser profile sensors are transforming the way dimensional inspection is performed in modern manufacturing. By enabling fast, non-contact, and automated measurement, these systems overcome many limitations of traditional CMM inspection.
While CMM machines remain essential for ultra-high precision laboratory measurements, laser profiling technology provides a practical, scalable, and production-ready solution for automated measurement inspection.
With the integration of machine vision, AI analytics, and real-time monitoring software, 3D laser profile systems are rapidly becoming a key component of Industry 4.0 quality control systems.

