50 Real-World Applications of Machine Vision in Manufacturing
Published on: Mar 26, 2026

Written by:Content team, Intelgic
Machine vision has become one of the most powerful technologies driving modern manufacturing. By combining industrial cameras, advanced lighting systems, AI algorithms, and automation, machine vision systems allow machines to inspect products, guide robots, measure dimensions, and monitor processes with high accuracy.
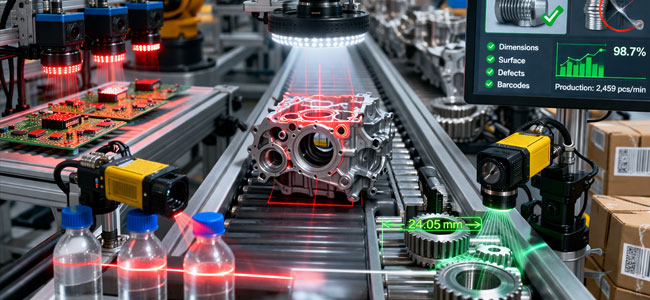
Manufacturers across industries are adopting machine vision to achieve higher product quality, improved efficiency, and fully automated production lines. Below are 50 real-world applications of machine vision in manufacturing, demonstrating how this technology is transforming industrial operations.
Surface Defect Detection Applications
Applications 1-10
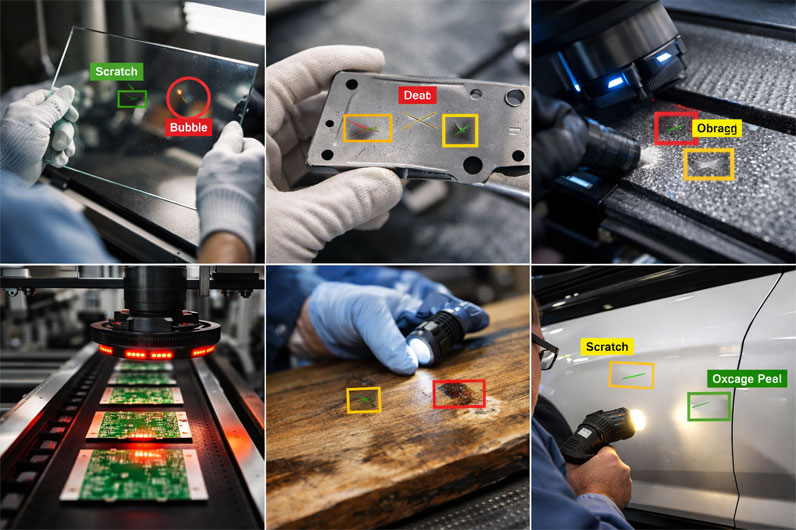
Metal Surface Defect Detection
Detect scratches, dents, and cracks on steel or aluminum sheets.
Glass Inspection
Identify cracks, bubbles, and surface contamination in glass products.
Ceramic Tile Inspection
Detect glaze defects, cracks, and printing errors.
Leather Sheet Inspection
Detect micro scratches and surface defects on leather.
Fabric Defect Detection
Identify holes, broken yarns, and weaving defects.
Rubber Sheet Inspection
Detect cuts, bubbles, and contamination in rubber sheets.
Plastic Surface Inspection
Detect molding defects, burn marks, and scratches.
Paper and Film Inspection
Identify tears, wrinkles, and coating defects.
Semiconductor Wafer Inspection
Detect micro-level defects on semiconductor wafers.
Automotive Paint Inspection
Detect paint defects such as orange peel, scratches, and dust particles.
Assembly Verification Applications
Applications 11-18

Component Presence Detection
Ensure all required components are assembled correctly.
Screw and Fastener Verification
Check if screws or bolts are present and properly installed.
Wiring Harness Inspection
Verify correct routing and connection of wires.
PCB Assembly Inspection
Detect missing or misaligned electronic components.
Connector Inspection
Ensure connectors are correctly inserted.
Automotive Engine Assembly Verification
Verify correct placement of engine components.
Battery Pack Assembly Inspection
Inspect battery cells and connections.
Appliance Assembly Inspection
Verify assembly of household appliances.
Measurement and Metrology Applications
Applications 19-25
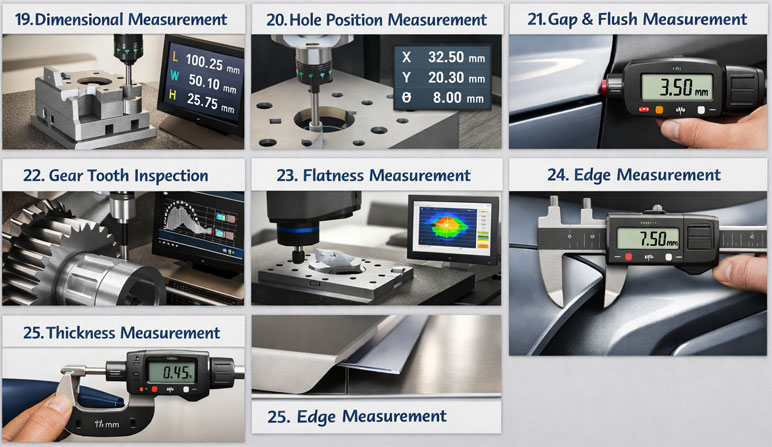
Dimensional Measurement
Measure length, width, and height of manufactured parts.
Hole Position Measurement
Check position and diameter of drilled holes.
Gap and Flush Measurement
Measure gaps between automotive body panels.
Gear Tooth Inspection
Measure gear tooth profile and spacing.
Flatness Measurement
Inspect flatness of metal or plastic parts.
Edge Measurement
Measure edges and contours of components.
Thickness Measurement
Measure sheet or film thickness.
OCR and Code Reading Applications
Applications 26-30

Serial Number Reading
Automatically read serial numbers on parts.
Barcode Inspection
Verify barcode readability.
QR Code Verification
Scan QR codes for product traceability.
OCR for Printed Text
Read printed labels and packaging information.
Stamped Metal Part Identification
Read stamped characters on metal parts.
Robotics and Automation Applications
Applications 31-35
Vision-Guided Robotic Picking
Robots use vision to locate and pick parts.
Bin Picking
Identify randomly placed parts in bins.
Robotic Welding Guidance
Vision systems guide welding robots.
Robotic Assembly Alignment
Ensure precise positioning during assembly.
Palletizing and Depalletizing
Vision systems guide robots in packaging processes.
Process Monitoring Applications
Applications 36-40
Conveyor Monitoring
Detect product flow and detect jams.
Bottle Fill Level Inspection
Check liquid fill levels in bottles.
Packaging Seal Inspection
Verify packaging seals are intact.
Label Position Inspection
Check correct label placement.
Cap Presence Inspection
Ensure bottles are properly capped.
Specialized Industrial Applications
Applications 41-50

Tire Inspection
Detect cracks, cuts, and surface defects on tires.
Solar Panel Inspection
Detect micro cracks in photovoltaic cells.
Food Quality Inspection
Detect defects or contamination in food products.
Pharmaceutical Tablet Inspection
Inspect tablets for cracks or shape defects.
Textile Printing Inspection
Detect printing defects on garments.
Injection Molded Part Inspection
Detect molding defects.
Welding Inspection
Detect weld defects using vision systems.
PCB Solder Joint Inspection
Detect soldering defects.
Aerospace Component Inspection
Inspect critical aerospace parts.
3D Profile Inspection
Use laser profile sensors to inspect surface shape.
Benefits of Machine Vision in Manufacturing
Machine vision systems provide numerous advantages in industrial environments.
100% Inspection
Every product can be inspected automatically.
Higher Accuracy
Vision systems can detect micro defects that humans may miss.
Increased Production Speed
Inspection occurs at full production speed.
Reduced Human Error
Automation eliminates subjective inspection decisions.
Data-Driven Quality Control
Inspection data can be used for process optimization.
Machine Vision and Industry 4.0
Machine vision plays a major role in Industry 4.0 and smart factories. When integrated with systems such as:
Machine vision enables real-time monitoring, predictive quality analysis, and automated decision-making.

Intelgic's Machine Vision Solutions
Intelgic develops advanced machine vision inspection systems powered by AI and industrial imaging technologies.
Intelgic solutions include:
Industrial cameras and optics
Specialized lighting systems
Robotic automation
AI-based inspection software
GPU-powered processing systems
Machine vision is revolutionizing manufacturing by enabling automated inspection, precise measurement, and intelligent automation. With applications ranging from defect detection to robotic guidance, machine vision has become a critical technology for modern factories.
As manufacturing continues to evolve toward AI-driven smart factories, machine vision systems will play an even greater role in improving product quality, efficiency, and operational intelligence.

