Why Monochrome image sensors are commonly used in inspection imaging
Published on: Nov 11, 2024

Written by: Soumen das
Why Monochrome Image Sensors Are Mostly Used in Inspection Imaging
Monochrome (or black-and-white) image sensors capture images in grayscale, without color information, allowing them to excel in environments where clarity, detail, and precision are required. In inspection imaging, where detecting even minute defects is crucial, monochrome sensors offer significant advantages over color sensors.
Advantages of Monochrome Sensors in Inspection Imaging
Higher Sensitivity to Light:
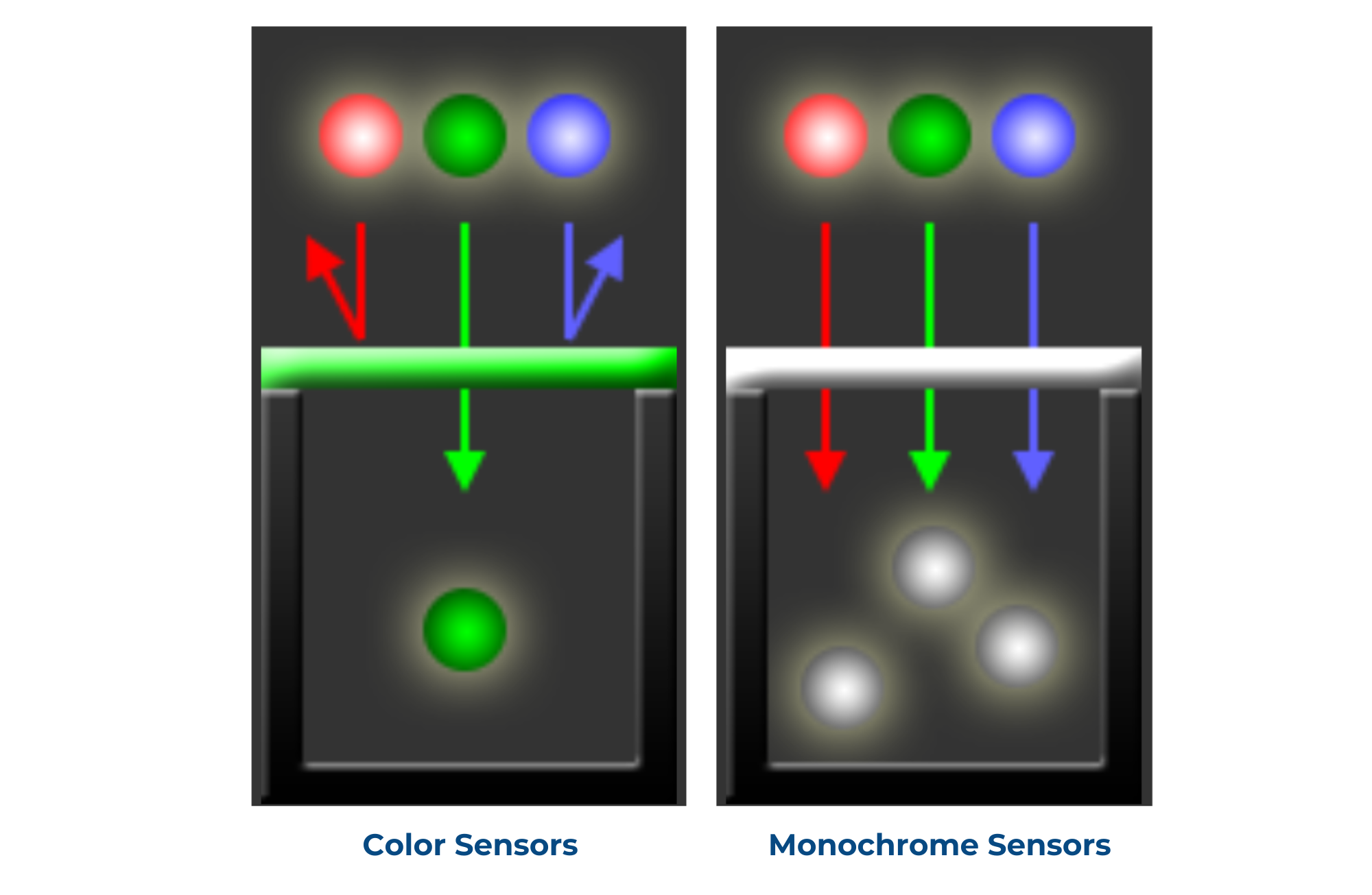
Monochrome sensors are typically more sensitive to light than color sensors. This is because, unlike color sensors, which split incoming light into three color channels (red, green, and blue), monochrome sensors capture the full spectrum of light at each pixel. This increased sensitivity allows for more accurate imaging in low-light conditions, which is often essential in industrial inspection.
Greater Resolution and Sharpness:
In color sensors, each pixel captures only one color component (red, green, or blue), and the final image is interpolated from these components. Monochrome sensors, on the other hand, capture all the light intensity information in each pixel without interpolation, resulting in sharper images with finer detail. This detail is crucial for applications like defect detection, where tiny flaws need to be clearly visible.
Improved Contrast for Feature Detection:
Since grayscale imaging focuses solely on light intensity, monochrome sensors provide higher contrast between features in the image. This makes it easier to distinguish between edges, shapes, and textures, which is particularly beneficial in identifying subtle defects, such as scratches or texture inconsistencies, that might be missed with color sensors.
Flexible Lighting Options:
Monochrome sensors allow for the use of a wider range of lighting options, including infrared (IR) and ultraviolet (UV) lighting. These types of lighting can reveal features or defects invisible to the naked eye and can also enhance contrast for specific materials. Infrared imaging, for instance, is often used in printed circuit board (PCB) inspections to penetrate through certain layers or coatings, revealing otherwise hidden defects.
Reduced Complexity in Image Processing:
Images captured with monochrome sensors do not require the complex processing associated with color images. This simplification speeds up processing times and allows for faster, real-time analysis, which is essential in high-speed production lines where rapid defect detection is necessary to maintain efficiency.
Better for Machine Vision Algorithms:
Machine vision algorithms, which analyze images to detect defects or measure features, often perform better with grayscale images. Monochrome sensors provide clearer and more straightforward data, making it easier to apply thresholding, edge detection, and other machine vision techniques. This is especially useful in AI-based defect detection systems, where high-contrast, detailed grayscale images improve the model’s accuracy.
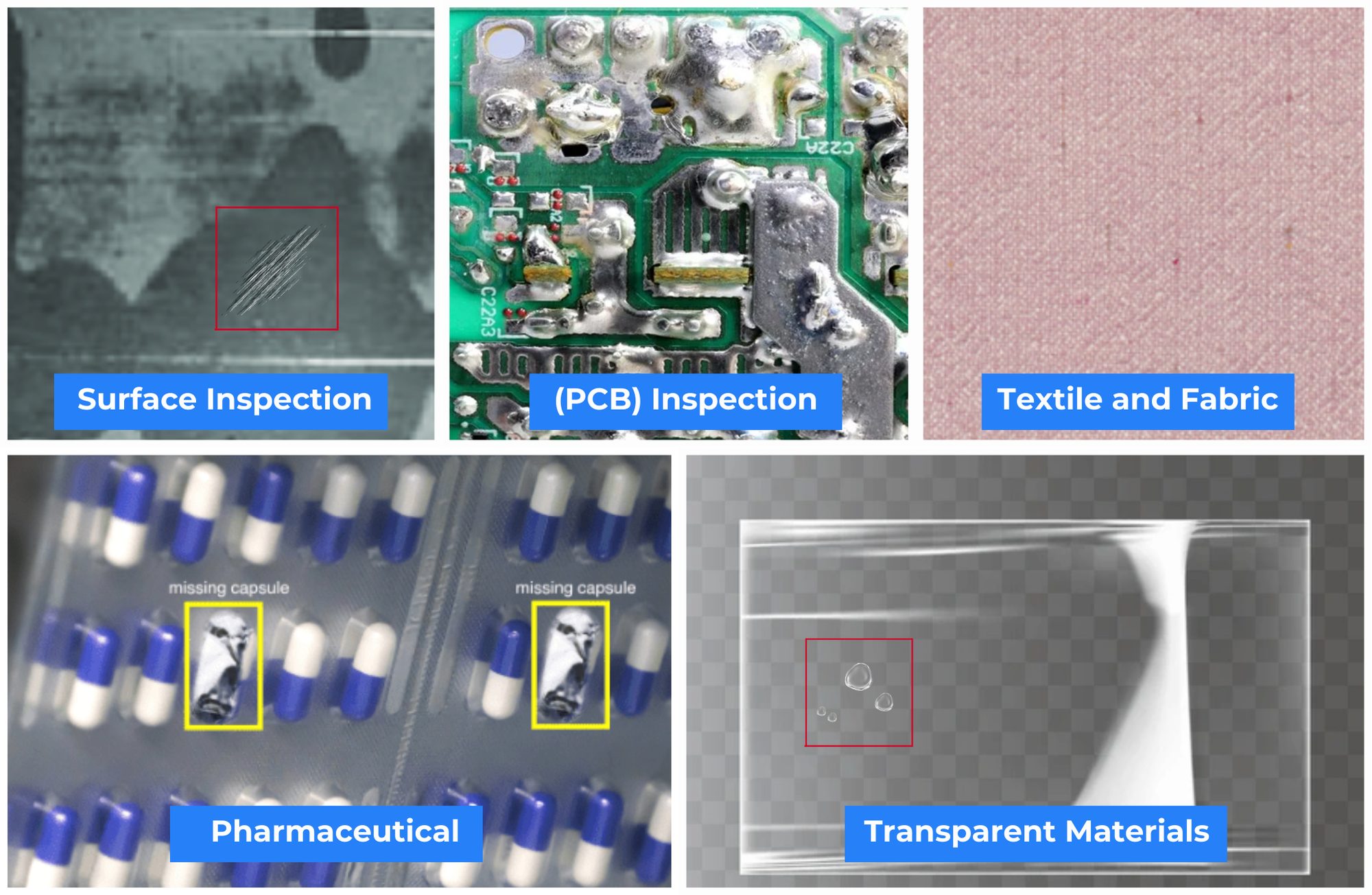
Common Applications of Monochrome Sensors in Inspection Imaging
Monochrome sensors are used in various industrial inspection applications where high precision and sensitivity are required. Some common applications include:
Surface Inspection of Metal and Glass:
In industries that work with metals, glass, or other reflective surfaces, monochrome imaging is critical for detecting surface defects like scratches, dents, and irregularities. Monochrome sensors, when paired with proper lighting, can minimize glare and enhance defect visibility.
Printed Circuit Board (PCB) Inspection:
PCB manufacturing requires detecting very fine details and potential defects, such as misalignments, broken circuits, or soldering faults. Monochrome sensors provide the necessary resolution and contrast to ensure high-quality inspections.
Textile and Fabric Inspection:
Monochrome sensors help detect inconsistencies in textiles, including weaving defects, knots, and color discrepancies. In these applications, the sensor’s high contrast helps machine vision algorithms detect even the slightest pattern irregularities, which are critical for maintaining textile quality standards.
Pharmaceutical and Packaging Inspection:
In the pharmaceutical industry, monochrome sensors are used to inspect packaging seals, blister packs, and label quality. High sensitivity and contrast enable the detection of minute flaws, ensuring compliance with strict packaging standards.
Inspection of Transparent and Translucent Materials:
Monochrome sensors are well-suited for inspecting materials like plastic films or sheets, where high contrast is needed to identify wrinkles, air bubbles, or contamination. Additionally, the ability to use IR or UV lighting with monochrome sensors allows for deeper inspection of transparent materials, which is often needed in the food packaging and medical device industries.
Technical Comparison: Monochrome vs. Color Sensors in Inspection
|
Feature |
Monochrome Sensors |
Color Sensors |
|
Light Sensitivity |
Higher due to full light capture at each pixel |
Lower, as light is divided into RGB channels |
|
Resolution |
Higher effective resolution, ideal for fine detail |
Lower effective resolution due to color interpolation |
|
Contrast |
Enhanced contrast for better feature detection |
Lower contrast; color may interfere with defect visibility |
|
Lighting Flexibility |
Compatible with IR and UV lighting |
Limited to visible light spectrum |
|
Processing Complexity |
Less processing, leading to faster analysis |
Requires demosaicing and color correction |
|
Algorithm Compatibility |
Better compatibility with machine vision algorithms |
Additional complexity when used with grayscale algorithms |
Limitations of Monochrome Sensors
While monochrome sensors are ideal for many inspection applications, they do have certain limitations:
Lack of Color Information:
For applications where color is a crucial quality factor (e.g., in food or product packaging), monochrome sensors may not be suitable. Color sensors are better suited for tasks where identifying color consistency or variations is necessary.
Limited Use in Specific Applications:
Certain industries, such as printing, textiles, and food, may require color imaging for accurate quality assessment. In such cases, hybrid systems using both monochrome and color sensors can be employed.
Monochrome image sensors play a crucial role in inspection imaging due to their high light sensitivity, superior resolution, enhanced contrast, and simplified processing requirements. By focusing purely on light intensity, monochrome sensors capture fine details essential for detecting and analyzing defects in various industrial applications. From PCB and metal surface inspection to textile and pharmaceutical packaging quality control, monochrome sensors are indispensable for industries that prioritize high precision and accuracy in their inspection processes.
For manufacturers looking to improve quality control, incorporating monochrome sensors in inspection imaging is a strategic choice. While color sensors have their place in applications where color accuracy is paramount, the advantages of monochrome sensors make them the preferred solution in most inspection settings where detail, speed, and precision are of utmost importance.

